[thrive_headline_focus title=”What exactly is welding current and polarity? ” orientation=”center”]
While welding is a job that typically requires a fair amount of time to be spent using your hands, it’s a job that also requires one to know bit of technical information. A term that you will see quite often is welding current and it will always be labeled on machines as AC or DC. These letters are acronyms which detail whether the machine’s polarity is alternating current or direct current. Many wonder why this tends to matter so much? Well, in this article we will detail the reasons why it pays to understand just exactly what these terms mean.
What exactly is “Polarity”?
The electricity that your welding machine generates can only have either a positive or negative pole. This negative or positive charge is what welders mean when they refer to polarity. Polarity is an important topic to pay attention to because it affects both the quality and strength of certain types of welds. If you use the wrong polarity in a certain welding process you will likely create a fair amount of splatter, not have enough control over your arc, and not penetrate the base material well enough.
Reverse and straight polarity
Reverse and straight polarity refer to the electrode positive and electrode negative polarity. Currents with an electric positive or reverse polarity tend to have a better penetration in the base material. On the other hand, electrode negative or straight polarity currents tend to have a faster melt-off and a faster deposition rate. Also keep in mind that the weld can also be affected by the types of shielding gas that you use.
What exactly is an “alternating” or “direct” current?
An alternating current is one that alternates the direction it flows in and changes its polarity about 120 times a second using a 60 hertz current. On the other hand, a direct current is one that has a constant polarity. You will find these terms labeled on both electrodes and machines with an “ac” or “dc” respectively.
How can using a Direct Current and an Alternating Current differ when welding?
Certain types of welding usually require a certain type of current because of the level of penetration that they need. For example, you will usually see a direct current being used for submerged arc welding. Now, with submerged arc welding we will see direct current electrodes being placed in both the DCEP and DCEN categories. DCEN stands for Direct Current Electrode Negative and is usually used for Submerged arc welding due to the lack of deposition and increased burn off rate it provides. In the case of TIG welding, you will typically find it using a DC negative as well. This is because the negative heat helps the tungsten shielding gas from overheating the torch.
How thick is the material and what kind of condition is it in?
What kind of welding position do you want to use? Also understand that the process you use is also hindered by the equipment you have available as well as your skills and productivity levels you desire.
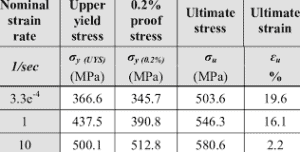
What are the requirements of the job? The chart below will give you a solid understanding of what you should be looking for.
What’s the function of shielding gas?
The main function of shielding gas is to reduce the weld’s exposure to outside contaminants such as oxygen, hydrogen, nitrogen, etc. When a weld is introduced to these elements it can cause imperfections to occur such as:
Argon: Color-less, odor-less, and non-toxic noble gas that makes up about .93% of the earth’s atmosphere. Argon helps provide a clean and inert environment that’s rid of oxygen and nitrogen. For metal fabrication Argon is used to create an inert gas shield during welding. It’s also occasionally mixed with oxygen, helium, hydrogen, or carbon dioxide to facilitate metal transfer in MIG welding.
Argon has low conductivity and ionization potential, which are properties that result in a transfer of heat to the arc’s outer regions.
Helium: Color-less, odor-less, taste-less, chemically inert, and non-toxic, helium is non-flammabe while also having a high thermal conductivity. Helium usually helps increase travel speed and weld pool fluidity. Helium has a high ionization potential and conductivity, which yields opposite effects of Argon.
Carbon Dioxide: Co2 is an odor-less, taste-less, color-less, non-flammable. It’s typically used alongside Argon during welding or in its pure vapor state. Doing so prevents contaminants from the atmosphere to enter the weld. At the temperatures created in the arc Co2 tends to disassociate and turn into Co and O2. This results in oxidizing of the base metal as well as dealloying of the bead.
Oxygen: 21% of the earth’s atmosphere is made up of oxygen. It’s also a taste-less, odor-less, color-less gas and is used to support oxyfuel in curring operations. Oxygen creates a shallow penetration profile with high heat input at the surface of the work.
Propane: A color-less, liquified, and flammable gas that naturally smells like gas. The flame temperature of an oxy-propane flame is lower than that of propylene or acetylene.
Propylene: A liquified, flammable, color-less gas that smells slightly sweet. Propylene has the qualities of an acetylene flame and the secondary heating capacity of propane.
Nitrogen: Nitrogen that makes up about 78% of the earth’s atmosphere. It’s a non-toxic, taste-less, color-less, and is non-flammable at atmospheric temperatures / pressures.
Each of these gasses can be used separately or they can be mixed with one another to yield different effects. When gasses are blended with one another they’re mixtures are expressed in percentages.
Examples: Argon 95% – 5% Co2 (This means the blend is 95% Argon and the remaining 5% is Carbon Dioxide) or Argon 90% – 10% Co2 (This means the blend is 90% Argon and 10% Co2)
How to choose a shielding gas for MIG welding
When you MIG weld with a shielding gas (and the correct solid wire electrode) you produce a decent looking, clean weld and eliminate the need to constantly change your welding electrode. This means that using a shielding gas will make the welding process more efficient and much cleaner of a process.
The term “MIG” stands for Metal Inert Gas (it’s also called Gas Metal Arc Welding or Metal Active Gas) which means that welders typically use an inert gas to shield their welds with. Inert gasses typically used in MIG welding are Argon and Helium.
When you’re choosing a shielding gas it’s still a great idea to consult a professional at a welding store as they’ll be able to give you input designed to fit your needs.
Typically, you’ll see mixed shielding gasses being used for MIG welding (with some of these gasses being active gasses).
Shielding gasses for MIG welding
A thing to keep in mind when you’re MIG welding is that there are a number of shielding gasses / mixes you can choose. Knowing that, there are a few considerations you’ll want to take before you choose your gas:
A few of the commonly used mixes for MIG (MAG / GMAW) welding are:
2% Carbon Dioxide and 98% Argon: Is great for stainless steel.
25% Carbon Dioxide and 75% Argon
100% Carbon Dioxide: Is great for Carbon Steel and produces the deepest penetration, roughest weld, and smoke.
100% Argon: Typically used for Aluminum, Copper, Copper Alloys, Magnesium, Nickel, Nickel Alloys, and Titanium.
Video credits to Lincolnelectrictv. It has a great explanation for choosing a shielding gas and goes over the costs of each kind.
How to choose a shielding gas for TIG Welding
The typical gas used for TIG welding is Argon while Helium can also be added to create a mixture that increases the fluidity and penetration of the weld pool.
A few of the commonly used mixes for TIG (GTAW) welding are:
Ar + Hea
Ar + (2-5)% H2a,b
Ar + (1-2)% N2
Ar + 30% He + (1-2)% N2
*a means that it improves flow when compared to Pure Argon
*b means that it’s preferable for Automatic welding, has a high welding speed, and runs the risk of porosity in multi-run welds.
Video credits to Weldingtipsandtricks. It explains the process of choosing a shielding gas for TIG welding.
What is optimal gas flow?
The flow rates for shielding gas are determined by the welding process, operating parameters, and welding position. With GTAW, the flow rate is typically between 10 and 20 CFH or cubic feet per hour. For GTAW when you use a torch alongside a gas lens you’ll ensure a laminar flow, something that contributes to high weld quality, as well as lower than 10 percent gas consumption rates.
With FCAW and GMAW, the flow rate that’s recommended will vary – between 30 and 45 CFH – varying with the welding position, shielding gas composition, and operating current. When it comes to flat position welding, the helium enhanced mixtures require a slightly higher flow rate than weld that’s argon based. The gas flow rates will likely be reduced if the work to nozzle distance is as close as possible. In a few instances, the production site surveys will determine that the shielding gas flow rates are typically set in excess of 50 CFH. This may contribute to a poor weld quality as the atmospheric gases will be drawn into the arc zone because of too much gas turbulence. An optimized flow will enhance the quality and will reduce shielding gas usage.
Cost effective joining and shielding gasses
The selection of a shielding gas is highly important to get cost-effective joining of aluminum, carbon steel, and stainless steel. One can select a gas, like argon when doing aluminum welding, to achieve a suitable bead shape, minimum spatter, and suitable arc stability.
2-part blends such as carbon dioxide/argon mixtures, could perform well in a number of stainless steel and carbon steel applications where one would use pulsed spray or conventional transfer.
A lower carbon dioxide content will lower the amount of welding fumes that are generated. When you need less post weld cleanup, enhanced bead appearance, and low spatter, 3 part gas blends will provide solid results and also improve upon the welding productivity.
The base metal thickness, operator skill level, production demands, and welding position will need to be carefully considered when one is optimizing and selecting a joining process. When you have an understanding of shielding gasses, you’ll be able to optimize the welding process so as to improve quality and lower cost.
SMAW or Stick Welding is typically used for steel and iron, but it’s possible to weld stainless steel, aluminum and copper as well. It is called “Stick Welding” because the electrode used during welding comes out in the shape of a stick. Stick welding use electricity to melt the stick (aka electrode) which melts both the electrode and joint while also filling the joint with filler metal.
*Stick welding tip:
It’s better to use stick welding for outdoor welding projects because of the wind resistant design of the electrodes. Stick welders are also relatively inexpensive and is considered one of the easier welding methods to learn which is why it’s one of the first places that welders go when they first start.
Video credits to Weldnotes.com it’s a great explanation to the concept of stick welding.
Average Stick Welder Current
The majority of stick welders use AC/DC or AC current (this depends entirely on the electrode used). They are designed to function on the basis finishing an electrical circuit. Electricity leaps between both the electrode and the material being welded which heats up the surface and melts the electrode in place.
The majority of farm or camp projects require a 225 volt AC unit. The amperage of the unit is adjusted using a dial on the machine and is usually set according to the levels needed for the job, metal, atmosphere, and electrode. It’s typically very easy to produce AC power but you’ll find that many welding shops prefer to use DC because of the steady flow of electrons it provides which usually results in a crisper finished product.
Stick welding machines are all made up of the same parts:
Ground Clamp: This is the lead that grounds the connection made between the metal and the welder, which finishes the circuit.
Leads: These are conductor cables that are made to send electricity to the material that’s being welded.
Rod Stinger/ Holder: The rod holder holds the welding rod that melts under the arc of electricity, which makes the weld.
Electrodes: These are covered in flux coating and vary in diameter. The flux typically burns as the rod proceeds to melt, which both makes carbon dioxide and consumes oxygen, keeping the base metal from burning while welding.
Electrodes typically have a variety of types and sizes and are made for the job they will be used for. The common types for steel welding are 6013, 6010, and 6011. The first couple of numbers on the welding rod talk about the tensile strength per square inch or psi. The third number on the rod indicates the welding position that the rod can be used. For example, 1 means that the welding rod can be used in any position while 2 means that it can only be used in the flat and horizontal positions. The last 2 numbers put together discuss the kind of flux, which affects the slag or corrosion that will build up around the weld. Any weld that involves a high voltage of electricity and metals should be considered to be dangerous. Luckily, if you’re cautious enough it will continue to be safe. Above all other things, remember to wear your personal protection gear and you will remain safe.
Also make sure that the area you’re welding in is properly ventilated so that you don’t breathe in the gases created from welding. If you can’t maintain proper ventilation, make sure to purchase a respirator.
How to do your first ever stick weld
Before you can (or should) take on a project it’s best that you get a bit of practice in. If you do this poorly it’s incredibly easy to completely screw up your base metal. Using a T-shaped joint we will discuss the ways to weld 2 pieces of metal together.
Prep correctly
It’s surprisingly easy to weld through corrosion, rust, oil and dirt, but it’s always best to do your best to clean the metals off first. Prepping your metal first simply requires that you wipe the surface that you’re welding off with a clean rag, as well as grind the sides of metal that you’ll be welding. After doing this, make sure you secure the metal that you’ll be welding.
Connect your leads
To make a connection, it’s important to connect your leads as well as ground the metal you’re going to be welding. If you’re welding old, dirty metals make sure to sand the connection areas so they’re conductive. This varies with the electrodes you’ll be using but also make sure to set the amperage. Companies print the recommended amperage range directly on the side of the box. If you don’t know the amperage you should start with just pick something in the middle of what’s recommended.
Start the arc
It’s important to keep the direction of travel in your mind. Make sure that you’re comfortable and move the tip of the electrode close to the area you want to weld. After, you want to drop your welding hood and strike the arc by dragging the tip fo your electrode against the starting point of the metal quickly. Once the arc is fired up move it back to the proper arc distance. Arc distance is generally equal to the diameter of your electrode, which means that if it’s a .23 in electrode the tip of the electrode should be .23 inches from the metal you’re welding.
Video credits to TimWelds It explains the way to strike an arc.
Pick your angle
While you backhand the arc down the bae of your metal, you want to make sure you maintain the arc distance. Since the electrode is being consumed (and is consequently getting smaller) you will have to slowly move your rod in and maintain that arc distance. Also make sure to maintain a consistent angle such as 90 or 45 degrees. It also helps to split the difference by holding 60 degrees. Just make sure that you stay comfortable.
How fast should you travel
The speed and amperage of your weld should decide the speed with which your weld will pool. If you move too quickly, you’ll get less penetration of the base metal. But, if you move too slowly you can burn your metal and have a resulting overall weak weld. Practice is what helps you find the right tempo for your type of welding.
Undercut and thickness
Welds can be thickened by building up the bead through a zigzag or circular motion, which eases the puddle around. Make sure to watch the outside of the puddle to make sure it’s filling the base metal. If the puddle is too thick or enough heat isn’t being generated in the base metal, undercut will develop between the weld and base metal.
Follow the line
Work down your weld line while also considering your angle, speed, and distance. The majority of electrodes tend to burn in a minute. If you require more than one electrode just chip the slag, strike another arc and keep on going. Make sure to never start a weld over an already existing slag.
Video credits to Weld.com. It explains how to run a straight bead.
Clean your weld
If you plan on painting your weld, grinding it, or making it look better overall, clean your slag off with a brush. It helps to do this with a wire brush. When you’re performing practice welds it helps to do this so that you have an understanding of what to expect from your welds.
Consumables in welding refer to materials that are used up or need periodic replacement during the welding process. These include items like electrodes, wires, filler rods, and flux. Choosing the right consumables is essential to achieving strong, durable welds. While the variety of options may seem overwhelming, understanding their types and applications can simplify the selection process.
Consumables play a critical role in forming a strong bond between metals and are one of the four main components of welding, alongside the base material, shielding gas, and heat source.
Factors Influencing Consumable Choice
The choice of welding consumables depends on various factors, including:
The type of metal being welded (e.g., steel, aluminum).
The specific application (e.g., structural fabrication, pipe welding).
Groove design and joint configuration.
Welding code or standard requirements.
Welding position (e.g., flat, vertical, overhead).
Welding consumables are essential components of the welding process, serving as electrodes, filler materials, or both. The choice of consumables depends on the welding process, material being joined, and specific project requirements. Here’s an expanded look at the main types of welding consumables.
Welding Wires
Welding wires play a dual role as the electrode and filler material in processes like MIG (Metal Inert Gas) welding and FCAW (Flux-Cored Arc Welding). Their consistent and controlled feed makes them ideal for efficient welding.
Solid Wire
Use: Commonly employed in MIG welding for metals under 3/16 inches thick, such as thin steel sheets and aluminum.
Advantages:
Produces clean, smooth welds with minimal spatter.
Provides consistent arc stability and a visually appealing bead profile.
Limitations:
Requires shielding gas to protect the weld pool, which may be ineffective in high-wind environments.
Best suited for indoor applications or controlled environments.
Flux-Core Wire Flux-core wires are optimized for versatility, making them suitable for a range of applications, including outdoor and heavy-duty welding.
Use: Ideal for outdoor environments and thicker materials, where shielding gas may not be practical.
Advantages:
Comes in two types for added flexibility:
Gas-Shielded (FCAW-G): Uses external shielding gas for better weld quality.
Self-Shielded (FCAW-S): Eliminates the need for external gas, relying on its flux core for protection.
Performs better than solid wire in vertical and overhead welding positions.
Examples:
E71T-1: High-performance wire known for smooth arcs and minimal spatter, commonly used in shipbuilding and structural fabrication.
E70T-4: Best for welding thick steel plates in outdoor settings, offering high deposition rates.
E71T-14: Designed for welding galvanized or coated sheet steels, minimizes defects by vaporizing coatings in the arc.
Stick Electrodes
Stick electrodes are consumables used in SMAW (Shielded Metal Arc Welding). They are classified based on their coating and usability in different welding positions. These electrodes melt during the welding process, providing both the arc and filler material.
Bare Electrodes
Characteristics:
Have minimal coating, primarily used in submerged arc welding.
Designed for applications where flux-coated electrodes are unnecessary or undesirable.
Applications:
Welding manganese steel.
Situations requiring clean, slag-free welds or automated processes.
Covered Electrodes Covered electrodes come with various coatings, each tailored for specific welding needs. The coating affects arc stability, shielding, and weld quality.
Light-Coated Electrodes:
Benefits:
Help reduce impurities like oxides and phosphorous.
Increase the surface tension of the molten metal, resulting in smaller, more controlled globules.
Applications: Used for cleaner welds and improved arc stability in general welding.
Medium-Coated Electrodes:
Provide enhanced control over the weld pool, making them suitable for more precise applications.
Typically used for structural welding where additional weld strength is required.
Heavily-Coated Electrodes:
Benefits:
Form a protective gas shield to prevent contamination from oxygen and nitrogen.
Produce a slag layer that covers the molten weld pool, helping the weld solidify at a controlled rate.
Minimize spatter and improve arc stability.
Applications:
Used in high-performance welds where reduced contamination and consistent arc performance are critical.
Common in heavy structural and pipeline welding.
Filler Rods
Filler rods are manually fed into the weld pool in processes like TIG (Tungsten Inert Gas) welding. They provide additional material to create strong, corrosion-resistant joints.
Use: Essential for precision welding, especially for non-ferrous metals like aluminum and stainless steel.
Advantages:
Available in various compositions to match the base material.
Provide excellent control over the weld pool, resulting in clean and precise welds.
Applications:
Aerospace, automotive, and industrial manufacturing where high-quality finishes are required.
By understanding the different types of welding consumables and their specific applications, welders can select the right materials for their projects. Whether it’s solid wire for a clean MIG weld or a heavily-coated electrode for a robust stick weld, choosing the appropriate consumables ensures strong, efficient, and high-quality welding results.
Advantages of Using the Correct Consumables
Selecting the appropriate welding consumables for a project offers numerous benefits that extend beyond just the quality of the weld. Here’s an expanded look at why using the right consumables is critical:
Stronger Bonds
Using the correct consumables ensures that welds are strong, durable, and capable of meeting the demands of the application.
Material Compatibility: Properly chosen consumables match the base material’s properties, promoting optimal fusion and preventing issues like cracking or warping.
Load-Bearing Capacity: For structural applications, correctly paired consumables ensure the weld can withstand the stresses it is subjected to, whether it’s static or dynamic loading.
Corrosion Resistance: Specific consumables enhance resistance to environmental factors like moisture or chemicals, extending the lifespan of the weld.
Code Compliance
Many welding projects must adhere to strict industry standards, and using certified consumables is a key part of meeting these requirements.
AWS Standards: Consumables classified by the American Welding Society (AWS) or equivalent standards ensure that the materials used are tested and reliable for specific applications.
Safety Assurance: Compliant consumables minimize risks by guaranteeing weld integrity, particularly in critical industries like construction, aerospace, and shipbuilding.
Simplified Inspection: Certified consumables streamline the inspection process, as regulatory bodies often recognize and trust standardized materials.
Improved Efficiency
Tailored consumables can significantly enhance the efficiency of the welding process, saving time and resources.
Reduced Defects: Consumables optimized for the welding process and material type minimize issues like porosity, spatter, or incomplete fusion.
Minimized Rework: Correct consumables result in fewer weld defects, reducing the need for repairs or adjustments.
Ease of Use: Consumables designed for specific positions or techniques simplify the welder’s job, allowing for faster and more consistent results.
Cost Savings: While high-quality consumables may initially seem more expensive, their ability to reduce waste and avoid rework often results in long-term cost savings.
Enhanced Aesthetics
In applications where visual appeal matters, such as automotive or architectural projects, the right consumables produce smooth, clean, and visually pleasing welds.
Minimal Spatter: Solid wires or light-coated electrodes help achieve neat welds with minimal cleanup required.
Uniform Beads: Proper consumables ensure consistent bead profiles, which are crucial for both structural integrity and aesthetics.
Versatility Across Applications
By selecting the appropriate consumables, welders can adapt to a variety of materials, environments, and welding positions.
Custom Solutions: Consumables tailored for specific tasks, such as self-shielded flux-core wires for outdoor welding or low-hydrogen electrodes for critical structures, improve versatility and reliability.
Adaptability to Conditions: Whether welding in high-wind environments, underwater, or in confined spaces, the right consumables ensure the process remains effective and efficient.
Using the correct consumables is not just about meeting technical requirements—it also contributes to the overall success of a project by ensuring safety, durability, efficiency, and compliance with industry standards.
AWS Standardized Classifications
The American Welding Society (AWS) has established standardized classifications to make the selection of welding consumables easier and to ensure consistent quality across industries. These classifications provide critical information about the composition, usability, and performance of consumables. Below are examples of common classifications:
E7018: Low-Hydrogen Electrode
Description: A low-hydrogen electrode designed for structural steel welding.
Key Features:
Produces high-strength welds with excellent crack resistance.
Suitable for welding in all positions, making it versatile for various applications.
Generates minimal spatter, resulting in a cleaner finish.
Applications:
Used in construction projects like bridges, buildings, and heavy equipment.
Ideal for joining high-stress steel structures.
ER70S-6: MIG Welding Wire for Mild Steel
Description: A copper-coated solid wire designed for Gas Metal Arc Welding (MIG) of mild steel.
Key Features:
High silicon and manganese content enhances deoxidization, leading to cleaner welds.
Suitable for welding materials with mill scale or surface rust.
Delivers smooth arc performance and minimal spatter.
Shielding Gas: Typically used with a 75% Argon / 25% CO₂ (C25) gas mix for optimal results.
Applications:
Automotive repairs and manufacturing.
Fabrication of general steel components, including frames and structures.
Benefits of AWS Classifications
Ease of Selection: Standardized labels provide welders with essential details, such as strength, usability, and composition, enabling informed decisions.
Regulatory Compliance: Ensures consumables meet industry standards and codes, improving safety and reliability.
Interchangeability: Allows welders to compare products across brands while maintaining consistency in performance.
By adhering to AWS classifications, welders can confidently select the right consumables for their projects, ensuring quality, safety, and efficiency.
Common Stick Electrode Classifications
Common Stick Electrode Classifications
Stick electrodes are classified using a standardized naming system that provides valuable information about their composition, strength, and usability. These classifications are crucial for welders to select the right electrode for their specific application. Below is a detailed breakdown of common stick electrode classifications and their meanings:
E: Electrode
The “E” indicates that the material is designed for use as a welding electrode. It signifies the consumable’s role in conducting electrical current to create the arc and deposit filler material into the weld joint.
70: Tensile Strength
The “70” in the classification refers to the tensile strength of the deposited weld metal. This strength is measured in thousands of pounds per square inch (PSI), indicating that this electrode produces welds capable of withstanding 70,000 PSI of pulling or stretching force.
Applications:
Structural steel fabrication.
High-stress environments like bridges, buildings, and heavy machinery.
1: All-Position Usability
The “1” denotes the electrode’s versatility in welding positions. It can be used effectively in flat, horizontal, vertical, and overhead welding positions.
Importance:
Provides flexibility for complex structures or jobs where multiple positions are required.
Commonly used in pipe welding and structural applications where position changes are frequent.
8: Flux Type and Additional Properties
The final digit specifies the type of flux coating on the electrode and its additional characteristics. For instance:
Low-Hydrogen Coating: Reduces the risk of hydrogen-induced cracking, making it ideal for high-strength or thicker materials.
Deoxidizers: Improve weld quality by minimizing impurities, such as oxides, in the weld pool.
Smooth Arc Performance: Provides consistent arc stability, reducing spatter and ensuring a clean weld.
Example: E7018 Electrode
E: Electrode for welding.
70: Produces a weld with 70,000 PSI tensile strength.
1: Suitable for all welding positions.
8: Low-hydrogen coating with excellent arc stability and reduced spatter.
Other Common Stick Electrodes
E6010:
Tensile Strength: 60,000 PSI.
Usability: All positions.
Flux: Cellulose-based coating, providing deep penetration and a strong arc. Ideal for root passes in pipe welding.
E6013:
Tensile Strength: 60,000 PSI.
Usability: All positions.
Flux: Produces a soft arc with minimal penetration. Often used for sheet metal welding and thin materials.
By understanding these classifications, welders can select the appropriate stick electrode to achieve optimal results, ensuring strong, durable, and defect-free welds tailored to the specific requirements of their projects.
Best Practices for Consumable Use
Best Practices for Consumable Use
Ensuring the correct use of consumables is critical for achieving high-quality welds, improving efficiency, and maintaining safety. Here are some expanded best practices to guide welders in optimizing consumable selection and use:
Know Your Material
Importance of Compatibility: The chemical composition of the consumable must match or complement the base material. For instance:
Use stainless steel electrodes for welding stainless steel to maintain corrosion resistance.
For aluminum welding, select filler rods or wires specifically designed for aluminum alloys.
Why It Matters:
Using incompatible consumables can lead to weak bonds, cracking, or corrosion in the weld over time.
Matching consumables to the base material ensures structural integrity and long-term durability.
Understand the Welding Environment
Environmental Factors:
Outdoor Welding: For windy conditions, opt for self-shielded flux-core wires or stick electrodes, as these do not rely on external shielding gas that could disperse.
High-Temperature Environments: Use heat-resistant electrodes like those designed for high-strength steel in applications exposed to extreme heat, such as boilers or pipelines.
Remote Locations: Stick electrodes are versatile and portable, making them ideal for field repairs where advanced equipment might not be available.
Why It Matters:
The environment directly impacts the effectiveness of consumables. Shielding gases, for example, may be compromised outdoors, while remote sites require simplicity and adaptability.
Follow Standards
AWS Classifications:
The American Welding Society (AWS) provides standardized classifications for consumables, such as electrodes, wires, and filler rods.
Examples:
E7018: A low-hydrogen stick electrode ideal for structural steel applications.
ER70S-6: A common MIG wire for welding mild steel with C25 shielding gas.
Benefits of Standards:
Ensure that the consumable meets industry quality and safety requirements.
Facilitate easier selection and replacement of consumables across different brands and suppliers.
Why It Matters:
Adhering to standards reduces the risk of weld failure and ensures that the final weld meets code requirements for structural integrity.
Inspect and Replace
Inspection Routine:
Electrodes: Check for moisture contamination, particularly in low-hydrogen electrodes like E7018, which can absorb moisture and cause hydrogen-induced cracking.
Wires: Inspect for rust or dirt accumulation that can lead to weld defects.
Filler Rods: Ensure they are clean and free from oxidation or oil residues.
When to Replace:
Replace consumables that show visible wear, contamination, or damage, such as cracked coatings or rusted wires.
Why It Matters:
Damaged or contaminated consumables compromise the quality of the weld, leading to defects like porosity, spatter, or weak joints.
Maintain Storage Conditions
Proper Storage:
Store consumables in dry, temperature-controlled environments to prevent contamination and degradation.
Use sealed containers or moisture-proof storage cabinets for electrodes, especially low-hydrogen types.
Why It Matters:
Prevents moisture absorption, oxidation, and contamination that could affect weld quality.
Optimize Welding Parameters
Match Settings to Consumables:
Adjust amperage, voltage, and travel speed based on the specific consumable being used. For example:
Use higher amperage for thick electrodes or wires to ensure adequate penetration.
Reduce voltage for thin materials to prevent burn-through.
Why It Matters:
Incorrect settings can result in poor arc stability, excessive spatter, or inadequate penetration, reducing weld quality.
By following these best practices, welders can maximize the performance of their consumables, reduce waste, and ensure strong, defect-free welds across various applications and environments. These steps not only improve efficiency but also enhance safety and compliance in welding operations.
Conclusion
Understanding welding consumables is essential for achieving high-quality welds. By selecting the appropriate electrodes, wires, or filler rods based on material, environment, and application, welders can ensure strong, compliant, and efficient results. Standardized classifications like those from AWS simplify the process, making it easier to match consumables to specific needs. With proper knowledge and practices, consumables become an asset rather than a challenge in welding projects.
[thrive_headline_focus title=”5 of the best sites to visit for welding know how” orientation=”center”]
While we all know what we’re talking about when it comes to welding, it always helps to have others with as much(or more) know how than you. You’d be surprised at the wealth of information and knowledgeable people you can find online. These are the sites that we find have the most trustworthy information on all types of welding topics.
We can’t count the number of times that we’ve visited DIYnetwork’s website to check on a welding related topic. While their site doesn’t focus on welding they do tend to write some pretty helpful articles related to the topic. A must-see if you want to fact-check yourself on a welding topic.
Praxair is a widely known welding products sales place that also just so happens to know quite a bit about the nature of the business that they sell products for. They have a wide variety of informational articles on welding productivity, safety, gases, cutting etc.
If you want information on all types of different welding processes and equipment it’s a great idea to check welding tips and tricks’ site out. They have clear information Welding defects, How-To videos, and equipment reviews.
Weldguru is another site that makes it their business to know all they can about welding. The information their site has ranges from topics such as Soldering to Plastic Repair.
You can’t talk about welding tips without mentioning a brand like Miller. This is their main website where they talk about common welding issues and ways to prevent them as well as give access to great welding gear.
Mild steel (also know as plain-carbon steel or low-carbon steel, something we’ll go over later in the article) is iron that contains small percentage of iron, which makes it strong but not readily tempered. But, we will elaborate on this a bit more throughout the remainder of the article.
Properties of Mild Steel / Low Carbon Steel
Mild steel is known for being low in carbon (hence the name Low-Carbon Steel) and tends to be cheaper and easier to make. The carbon content that you’ll typically find in a piece of Mild Steel will typically range from .05% to .30% depending on the weight which makes it ductile. On the other hand, high carbon steel will typically have a carbon count of .3% 2%. If the steel has a higher carbon count than that it would have to be called cast iron. Mild steel is not counted as an alloy which means that one won’t find many other alloys included in it’s makeup.
*you can improve the surface hardness of mild steel via carburizing
Due to the fact that Mild Steel has a lower carbon count it is known as being more weldable, and machinable that higher carbon steels.
*The carbon content that you’ll typically find in a piece of Mild Steel will typically range from .05% to .30% depending on the weight which makes it ductile.
It also means, however, that it is almost impossible to harden and make stronger through quenching and heating. The lower carbon count also means that it has less tensile strength than both alloy and higher carbon steels. Also take note of the fact that Mild Steel has a vast amount of ferrite and iron, which makes it magnetic.
*Ferrite is a solid solution phase of carbon that’s dissolved in alpha-iron, which is a body-centered cubic crystal (You can learn more about body centered cubic crystals here)
Not having alloying materials in it’s makeup means that improperly coating mild steel will result in the appearance of rust. The great thing about mild steel not having alloying materials is that it is incredibly affordable. The price of mild steel as well as it’s other characteristics is a major contributing factor to its popularity among welders.
How exactly do they make Mild Steel?
The process of making Mild Steel isn’t that much different from the process of making other carbon steels. For the most part, it’s made with both iron ore and coal. After the materials are taken from the ground they are blended together using a blast furnace. After the initial melting, they are moved to another furnace to get rid of any impurities in the combination as well as make the necessary adjustments to the mild steel chemical makeup. After the melting is finished the mild steel cools and is molded into a rectangular shape. Using both hot rolling and cold drawing the rectangular mild steel is brought down to the necessary size.
What is Mild Steel used for?
Below are a few of the basic applications of Mild Steel:
Many people believe that learning how to weld can help them find and settle down on a career. This is a true assumption – especially if you seek to become things such as Welding Inspector or an Engineer. Before you’re ready to hop into a career of welding you have to understand that it doesn’t immediately make things easier. There will be a fair number of hardships that are accompanied by this occupation. In addition to this, there are quite a few things that you as a future welder should make sure that you understand before you get started.
1. A welding degree isn’t much like a 4 year college degree
Welding is very much a hands-on learning experience. You’ll have to spend quite a bit of time learning on your feet. For the most part, you’ll have 2 different experiences during your time in a welding class. First, you’ll have to spend quite a bit of time learning in the classroom-basically so you can learn the theory behind it all. Next, you’ll have to learn in a workshop. This is what we call a lab and it gives you time to practice with the equipment you’ll be using to weld. While this is a great setup for those who learn best through practice, it does mean that it wouldn’t be very beneficial for you to begin skipping class.
2. What is hand-on-work exactly?
Welding equipment isn’t very simple to use – there are a wide number of buttons on the machines that need to be adjusted and calibrated in order for the machine to be used properly. In the lab you’ll have to use the machine – which will give you more time to use the machine and figure out how to use it. In the lab you’ll learn how the application of angles works and how the bead on the weld can be made better. In addition to this, in class you’ll have to perform quite a bit to pass certification exams that you’ll be forced to take.
3. Do you really learn how to weld from a book?
It can really help a budding welder to know the theories behind what they learn in class. Understanding why certain things happen when they’re welding can be really beneficial to making a person an overall better welder. It can also help a person avoid certain issues that tend to arise when they’re welding.
4. How exactly can someone grade you on welding?
When you take a course on welding you get tested based on things that you learn both from your teacher and the book. You’re also give a project that contains aspects given to you by a professor. After these things, you’re then graded based on you welding according to standards given by the AWS.
5. How helpful is learning how to weld in a college setting vs. in another area?
There are actually quite a few ways to learn to weld. The downside is that a number of welding positions require you to have a degree. Positions such as Engineer or Welding Inspector can take at least 12 years to obtain without getting a degree. College also gives you several soft skills that makes you more of a prospect such as the ability to communicate or an understanding of costs.
6. Is college really for you?
Welding isn’t the easiest thing in the world to study – but nothing in the world is really easy. If you’re interested in learning how to weld though, it can be beneficial for you to study welding. If you want to get a jumpstart on your education, it can be helpful for you to get familiar with the tools involved. Don’t worry though, while it may seem futile to get a degree in welding it is actually beneficial for you to do so.
7. There are several welding processes
There are a number of welding processes, ranging from Forge welding all the way to Gas Tungsten Arc welding (GTAW). We won’t go too deep into detail on the different types of welding because we have an article here that goes into detail on all of them.
Forge Welding
Video credits to Mitchel Jacobsen. It explains the process of Forge Welding.
Flux-core Welding
Video credits to Weld.com. It explains the process of Flux Core Arc Welding.
Electroslag Welding
Video credits to Engineer’s Academy. It explains the process of Gas-Metal Arc Welding.
Gas Metal Arc Welding
Video credits to Weldtube. It explains the process of Gas-Metal Arc Welding.
Gas Tungsten Arc Welding
Video credits to Weldnotes.com. It explains the process of Gas-Tungsten Arc Welding.
MIG Welding
Video credits to Weld.com. It explains the process of Submerged Arc Welding.
Plasma Arc Welding
https://www.youtube.com/watch?v=JM5CnQDelpE
Video credits to Jordan Smith. It explains the process of Plasma Arc Welding.
Shielded Metal Arc Welding
Video credits to Weld.com. It explains the process of Stick Welding.
Submerged Arc Welding
https://www.youtube.com/watch?v=xo7gSbEtWlY
Video credits to Jordan Smith. It explains the process of Submerged Arc Welding.
8. Safety isn’t optional
Essentially, you must be safe when you’re welding, at least if you want to have a long welding career. You want to make sure you have the correct gear, pick an adequate location, as well as do a few other things to make sure you won’t harm yourself or others.
Tack welding is a temporary way to hold welding components together, making sure each component stays in the same position, maintains alignment, the same distance, etc. until you can finish welding. Tack welds are a great way to set up welds without using fixtures and are typically very short welds.
Tack welding is usually done using the same type of process used for the overall weld. An example of this would be the way electron beam tack welds (made with less power) are done for welds done with electron beam welding. Also, if the final weld is done while the pieces are still clamped in fixture tack welds are used to keep each element in place and help reduce the stress. of each component.
What are the Advantages of Tack Welding
Tack Welding offers several benefits such as those listed below.
Benefits of Tack Welding:
Tack Welding is relatively straightforward as there is very little need for fluxes or filler metal. Nor is there a large open flame.
It doesn’t take an incredibly large amount of skill to learn tack welding.
Video credits to Redwingsteelworks. He demonstrates what he says is the right and wrong way to tack weld.
What are the disadvantages of Tack Welding?
There is usually both an upside and downside to performing a particular action. Tack welding is no exception to this. below are a few of the disadvantages of tack welding.
The electrodes must be able to reach both sides of the metal being joined.
Warpage can occur at the part where the weld is being done.
The metal may be less resistant to corrosion.
Issues / Tips for troubleshooting tack welds
Many people think that tack welding is the easiest method of welding to learn. It isn’t. In fact, many people actually tack weld the wrong way, they just don’t know it. Many of the errors they perform on their welds don’t show at first. This is why many simply overlook the troubleshooting process when they do tack welds.
Below are 3 tips for troubleshooting your tack welds:
People often worry about the amount of tack they’re using on their welds. This is why many welders refuse to use enough tack on their welds, they simply let the tack rest on the top of their welds rather than forcing them to penetrate the weld. This is the main reason why many welders welds aren’t relatively strong at all.
If you don’t use enough heat to fuse both of the pieces of metal then your weld won’t stay. In fact, if you make adequate use of your clamps and make sure to place your tacks in the correct spots, then you won’t have to worry about whether or not you’re tacking too much.
If you think of your tacks as simple, quick welds then you likely won’t be able to penetrate your metal thoroughly. Just as in a normal weld, tacking requires penetration in order to really work. To make sure you fully penetrate your metal, you can make sure to weld in either a u-shaped or circular motion – which ensures that your welds end up being even. Just make sure to reach the goal of welding, which is to make sure that your welds stick.
Tip 2. How to handle warpage
Much like freezing water, when you heat metal the molecules expand. When the metal cools it then contracts in a place completely different place. This is one of the main reasons why it’s such a pain to weld metal at 90 degree angles. The metal changes every single time you apply high levels of heat to it.
When you want to avoid the effects of warping, you typically think that performing quick tacks will get the job done. This can actually do much more harm than it does good. Instead of doing this it makes much more sense to pay attention to the place where you place your tacks. To make sure that your tacks are solid make sure that they are placed evenly around the metal.
Tip 3. Remeasure after you clamp
Many think that performing a tack on metal will take away the need for clamping, that’s not the case. When you clamp instead of tack you can avoid the warping issue that tacking can cause on a weld. The benefit of clamping is that it can take away the chances of warpage affecting the weld itself. If you don’t clamp the metal, then it’ll likely move around while you weld which will result in error.
Keep in mind that the clamps won’t completely eliminate the shifting that occurs during a weld. You should always make sure to measure each side after tacking to make sure that you can catch issues early. If you do, then you can apply methods which will allow you to fix the weld. If you don’t check your measurements after tacking, then you won’t be able to know whether or not you’re placing them in the correct place which can result in an incorrectly placed weld.
In short, if you want to make sure that you’re tacking correctly perform the above actions and makes sure you tack, this will result in adequate welds that perform to your satisfaction.
What makes tack welding important?
Although tack welding is temporary it is still just as important as the main weld. Tack welding is important because it does the below things for the weld:
It makes sure pieces are aligned.
It maintains the joint gap
It contrasts and controls distortion and movement in welding
In many ways, when you purchase a welding power source you have to make sure that you look at all of your options, because there are a few of them. You have to make sure that the piece of equipment you purchase has enough juice, is efficient, and fits all of your needs. To speak more clearly, the variables that come into play when you choose a power source are:
The current you’ll need
Level of convenience you need
The power available to use
How much you’re willing to spend
The process/es used: You’ll figure out the process/es to use when you know the base materials you’re going to use.
3 General Power Source Types for Welding
AC Transformer
Transformers are electrical devices that use induction to pass AC signal between circuits (they typically change the voltage and electric current while doing so).
AC/DC transformer rectifier
AC/DC transformer rectifiers are electrical devices that converts AC (alternating current), to DC (direct current) through a process called rectification.
DC generator and inverter
An inverter is a method using a direct current (DC) to produce an alternating current (AC). They draw power from sources such as solar panels and use electronic circuits to turn / “invert” the DC into an AC.
Below are a couple welding processes and the typical power source used
MIG Welding Power Sources
For most MIG welding direct current, constant potential power sources are used. MIG welding uses power sources offer the arc (when welding) a constant voltage. The voltage then determines the arc length.
When there is a sudden change in arc length or wire-feed speed the power source you use will increase/decrease the current. This change will either cause the current to increase or decrease depending on the change in arc length (this also effects the wire burn off rate). The burn off rate will actually adjust automatically to restore the original length of the arc.
With that, if you want to make a change in the arc length you can make a permanent change in the output of your power source.
Other Considerations
There are a few variables that must be taken into consideration so you can control things such a spatter, heat, etc.
These variables are:
Slope: The slope of the power source refers to the way an increasing current cause output voltge to decrease. The slope of the power source isn’t the slope of the arc system.
In MIG welding the slope is used to limit the short circuit current which helps reduce spatter when short circuits between the workplace and wire electrode are cleared. Greater slopes have lower short circuit currents and less spatter (with limitations).
Inductance: When inductance is introduced to a weld it helps to reduce spatter in the weld.
Voltage: The Arc voltage is the voltage between the workplace and the end of your wire. You cannot read arc voltage on your voltmeter because of voltage drops you encounter in your welding system.
Arc length or welding voltage plays a large role in choosing which type of metal transfer chosen. For example, short arc welding needs much lower voltages compared to spray arc welding which requires higher voltages.
TIG Welding Power Sources
TIG welder power sources can actually be either AC or DC – however, in both types the output is called drooping/constant current. This means that the welding current and arc voltage relationship has a constant current for any power source setting.
Length of the arc has a direct relationship with consistency of the welder’s ability to hold the torch above the workpiece. Not only that, but there is also a relationship between arc length and arc voltage – higher voltage means you have a shorter arc and vise versa. TIG power sources are designed to have a lower range of current as well as a reduced variation on changing voltage.
DC Power Source
DC power sources produce a concentrated arc with the majority of it’s heat being placed in the workpiece, making it a great power source for welding. Arcs with their cathode roots on the electrode result in little cleaning of the workplace surface.
AC power source
Materials such as aluminum have an oxide film on their surface, which means that an AC power source must be used. When you switch between negative or positive polarity, the periods when the electrode is positive both cleans the surface and removes the oxide.
Shielded Metal Arc Welding Power Sources
Manual Metal Arc welding or Shielded Metal Arc welding needs a power source that is capable of giving a constant current even if the arc experiences voltage changes due to small changes in the length of the arc.
Submerged Arc Welding Power Sources
SAW can be operated with either an AC or DC power source. AC is supplied by a transformer and DC is supplied by a transformer-rectifier. The current for a single wire will range from, at a low point, 200A (1.6mm diameter wire) to around 1000A (6 mm diameter wire). Generally speaking, welding is usually done on a thick plate where single wires are normally used over a limited range of 600 to 900A, with twin wire systems operating between 800 and 1200A.
Many consider welding to simply be an activity that requires multiple pieces of metal to be joined together by some form of heat. This is typically true. The application of heat to metal allows them to have enhanced malleability which also allows them to be joined together in a single joint – don’t forget that when the heat is applied, one must also apply pressure to the pieces of metal to make sure that they are joined. Welding has been around for quite some time. Before it was known as the “welding” that we know it as it was called “forge welding” which basically meant that 2 pieces of metal were being joined together.
In short, forge welding required the welder to use an open flame to develop enough heat to make the metals that were meant to be welded malleable. Eventually, this method of welding began to die out. As energy sources were harnesses gas and electric welding methods were harnessed to keep the welders safer in the workplace. More tools than we care to think about have been created by welders. This is because of the wide applications that welding has in construction as well as in everyday life.
Welding is a process that has a wide variety of application to everyday life. It’s important to keep in mind that these applications also require that each of the welding processes be diversified.
As well as a few others. Below, we’ll go over each type of welding (the broad type) as well as a few subcategories.
What is Arc Welding?
Arc welding is a fusion process that uses an electric arc from power supply (either AC or DC) that creates a heat around 6500 degrees Fahrenheit which melts the metal at the joint. One can guide an arc mechanically or manually along the joint.
Metals used in arc welding react to the nitrogen and oxygen in the air when they’re heated to the degrees possible by the arc. To help prevent the negative effects of the reaction to the metal, a slag (protective shielding gas) is used to reduce the weld’s contact with the air. The weld is finished to once it cools and solidifies.
Video credits to Weld.com. It’s a very thorough introduction to arc welding.
Arc Welding sub-types
[table id=98 /]
What is Oxy-fuel Gas Welding?
Oxy-fuel welding is a blanket term uses to describe welding processes that use the combustion of both Oxygen and fuel to produce enough heat for fusion welding. Oxy-fuel processes entail the use of a flame (that’s produced near the end of the welding torch) to melt the parent metal with / without filler metal. The actual fuel and gas are placed inside of a chamber where they’re mixed (this chamber is a part of the welding torch.
With oxy-fuel welding you may relinquish a few of the benefits that you get with arc welding but, you receive some of the following benefits:
Welders get decent control over the heat input, filler metal addition, and temperature (all independently)
The flame chemistry can be altered from carburizing through neutral to oxidizing.
Equipment is relatively inexpensive and portable
Oxy-fuel Welding sub-types
[table id=99 /]
What is Resistance Welding?
Resistance welding is the process of joining metals through the application of pressure and a current for a period. The advantage of resistance welding is that one doesn’t need anything other than the materials used to create the weld (it’s an economical choice).
Resistance Welding sub-types
[table id=100 /]
What is Solid-State Welding?
Solid State Welding is a joining process that doesn’t have either a vapor or liquid phase. Not only that but it uses pressure and doesn’t have to use temperature. For solid state welding to take place the cohesive forces between atoms and metal are used.