One of the biggest mysteries of the welding universe is how to understand consumables and what to use (it’s not that big a mystery but that was a great way to introduce this question wasn’t it?). The thing to keep in mind is that there are a wide number of consumables to choose from but you don’t have to make it a confusing process.
Consumables are the things that welders use up and need to replace every so often. The rate of replacement and materials that you’ll need to purchase depends on a variety of factors. These factors are:
- The type of metal being welded
- What you’re welding
- The size and style of the groove
- The code requirements
- Position you’re welding in
- The environment you’re welding in
When you use the correct consumable in your weld you ensure that you form a strong bond between the 2 metals welded. Consumables are the only one of the 4 components that go into a weld (with the other 3 being the actual metal being welded, the shielding gas, and the form of heat).
What are the types of welding consumables?
Welding consumables can vary between rod electrode, solid wire, or even cored wire. The type of welding wire used will vary by the welding process.
What are the types of electrodes?
There are a few types of welding electrodes. Below is a list of welding electrodes used:
- Bare electrodes
- Light-coated electrode
- Medium-coated electrodes
- Heavily-coated electrodes
The design of the coating is what determines the power source polarity and the welding position. To properly read the coating you have to read both of the numbers together. The below chart discusses the materials used for each welding position as well as the types you can use for each rod designation.
What are Bare electrodes in welding?
Uncoated or Bare (they lack any type of coating of flux) electrodes are used in submerged arc automatic welding. Bare electrodes are made from wire compositions which are required for specific applications. Bare electrodes do have a coating but it’s only the coating needed for wire drawing. Wire drawing coating have a stabilizing effect on the arc.
What are Bare electrodes used for?
Bare Electrodes have a number of uses. Mainly, however, bare electrodes are used for welding manganese steel. They also have uses in area where coated electrodes are either not required or their use is undesirable.
- Covered Electrodes: Covered electrodes are those electrodes that have cellulose, rutile or titania, iron oxide, iron powder, and low hydrogen electrodes.
What are Light-Coated Electrodes in welding?
Light-coated electrodes have a coating factor of 1.25. Light coated electrodes fall under the E45 series in electrode identification. The light coating helps to remove things such as phosphorous and oxides. Light coating on electrodes is so placed by brushing, spraying, tumbling, wiping, or washing the surface of the electrode with the material.
What ‘s the benefit of Light Coated Electrodes?
Using light coated electrodes serves a few benefits to the welder. They do the following things while welding:
- They reduce or dissolve impurities that form on welds, such as sulfur, oxides, and phosphorous.
- They increase the surface tension of the molten metal so that globule of metal appearing at the end of the metal become smaller and appear less frequently.
What are Medium-Coated Electrodes in welding?
Medium-Coated electrodes have a coating factor of 1.45.
What are Heavily-Coated Electrodes in welding
They have a coating factor of 1.6 to 2.2 and have a proper and well-defined composition. They have 3 different classifications:
- Cellulose Coating: Cellulose coated electrodes are made of soluble cotton or some other type of cellulose with some combination of sodium, titanium, potassium, and some other mineral. Cellulose coated electrodes form a gaseous zone around both the weld zone and arc.
- Mineral Coating: Mineral coated electrodes are made up of sodium silicate, metallic oxides, and / or some other mixture of inorganic substances. Mineral Coated electrodes helps it form some type of slag deposit.
- Mix of Cellulose and Mineral Coating
What’s the benefit of Heavily-Coated Electrodes?
Heavily coated electrodes are the source of a reducing gas shield that forms around the arc. The production of this gas prevents nitrogen or oxygen from contaminating the weld. When contaminants such as nitrogen or oxygen blend with a weld imperfections such as porosity, brittleness, low ductility, low strength, and weak resistance result.
When heavily coated electrodes are used for a weld they provide substance for the arc which helps improve it’s stability. This also helps eliminate wide fluctuations in voltage so that excessive splattering can be avoided while the arc is maintained.
The silicates in heavily coated electrodes help slag form over both the base metal and molten weld. It also helps the weld hold heat while also allowing the metals to cool and solidify at a slow rate.
What is Solid Wire in Welding?
MIG welding uses a continuous solid wire electrode as filler metal. These solid wire electrodes are typically plated with copper to aid in electrical conductivity, oxidation, and to prolong the life of the welding contact tip. Shielding gas is also used alongside these solid wire electrodes to protect the weld pool (which is molten at this point) from outside contaminants such as oxygen.
When do you use Solid Wire?
Knowing when to use solid wire when you’re welding comes down to a few things. Of these things, the most important are:
- What you want the weld to look like: Appearance is a very important factor for most welders. Solid wire is great for metals less than 3 / 16 inches thick as it tends to produce welds that are clean looking.
- Where you’ll be welding: Welders must consider the area they’ll be welding in when they’re considering the type of wire they’ll be using. For example, high-wind areas are very challenging for welders to use alongside solid wire as it tends to cause the shielding gas to disperse and results in welding defects.
- Parameter settings, type of application, and thickness of the material: Essentially, you want to make sure your power source is strong enough to allow you to produce good welds with your chosen solid wire. You also want to make sure the size of the solid wire is large enough for the metal you’re welding.
Since Solid Wire is typically used for MIG welding it’s important to know the most commonly used solid wires for each metal.
What kind of solid wire do you typically use?
- Electrode Classification: ER70s-6
- Gas: C25 or 100% Co2
- AWS Electrode Classification: ER308L and ER308LSi
- Shielding Gas: C2 or 2% Carbon dioxide and 98% Argon
- AWS Electrode Classification: ER316LSi ad ER316L
- Shielding Gas: C2
- AWS Electrode Classification: ER4043
- Shielding Gas: 100% Argon
- AWS Electrode Classification: ER5356
- Shielding Gas: 100% Argon
What is Flux-Core Wire in Welding?
Flux-Core wire was introduced in 1957. It is optimized to deliver performance that one can’t achieve with a solid welding wire. Flux-core wire performs processes like welding stubborn steel, flat welding, and vertical-up welding better than solid wire does.
There are 2 categories of Flux Core Wire:
- Gas Shielded Wire: Gas shielded flux core wire (also known as double-shielded wire) use both an external shielding gas and slag system to protect the arc from it’s atmosphere. 2 types of shielding gas commonly used are 100% Co2 or a mix of 75% Ar to 25% Co2.
- Self-Shielded Wire: Self-Shielded or Innershield wires are sometimes referred to as the wire that’s inside out. Self-shielded wires rely on their slag system and the gases created during chemical reactions in the arc.
What are a few popular types of Flux-Core Wires?
There are a number of flux-core welding wires and each of them offers a different benefit to the welder. However, for the sake of time we will name the most important classifications for welding electrodes and the benefits they offer.
- E71T-1 (FCAW – G): When used for semi-automatic welding, E71T offer welders insanely-high levels of performance. E71T-1 are used when welders need less splatter and also provide an exceptionally smooth welding arc. E71T-1 is typically used for shipbuilding, general steel fabrication, and structural steel.
- E71T-8 (FCAW – S): When you’re welding without a shielding gas E71T-8 delivers the highest deposition rates.
- E70T-4 (FCAW – S): When you’re semi-automatic welding in a flat position E70T-4 offers the best way to weld a thick steel plates. E70T-4 offers the highest semi-auto deposition rates and is self shielded which makes it great for use outdoors.
- E70T-1 (FCAW – G): E70T-1 is the highest deposition rate gas-shielded flux-core wire. This type of wire is typically used in structural steel fabrication shops.
- E71T-14 (FCAW – S): E71T-12 is the wire of choice for those who’re welding galvanized and coated sheet steels. E71T-14’s core is designed to explode inside of the arc, which volatizes the steel coating and minimizes defects in the weld.
- E70T-5 (FCAW – G): E70T-5 is the fastest way to weld hard-to-weld steels. It’s a gas shielded wire that offers protection against defects for hard-to-weld steels.
The American Welder Society has standardized consumables
Now that consumables have been standardized by the AWS the job of a welder has gotten much simpler. These standards make sure that your welds are up to code and have the correct materials. Although manufacturers have their own models and brands, you can compare your models to the basic industry classifications. An example of this is a welding rod titled the “Stickweld” it will have the same classifications of the “E-6010”. It’s a great idea for one to focus on learning the basic classifications of filler rods, electrodes, and wire that are needed to perform their basic duties. Since many products will have certain specifications and you’ll need to go search for them occasionally, it will help if you know their classifications.
What are classifications for electrodes?
These metals are what you can find stick electrodes being sold for: Stick electrodes are classified according to their metal type. A very common classification is AWS A5.1/A5.1M: This is the specification for Carbon Steel Electrodes for SMAW. A couple of examples stick electrodes are E-7018 or E6010 which are used by Pipe welders.
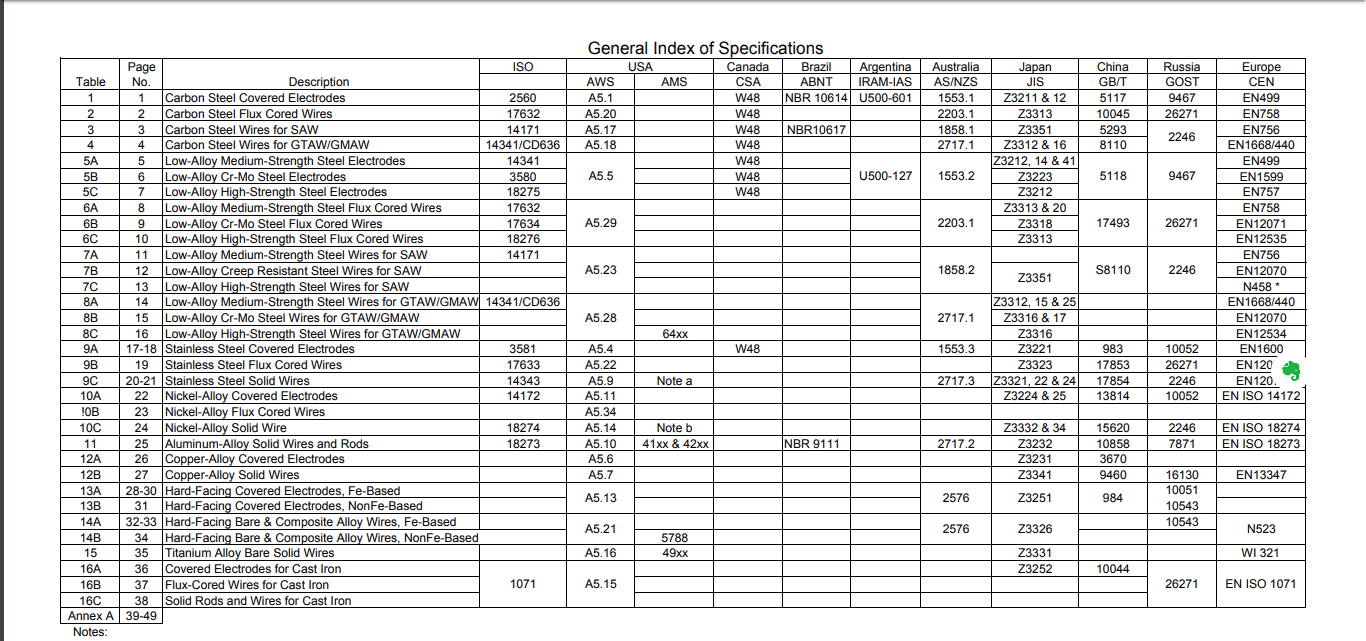
*This is a list of AWS welding electrode classifications separated by country.
An breakdown of each classification is below:
E-Electrode
70 – is the tensile strength of the metal being welded, which is measured according to PSI.
1 – This means that it will be the most difficult to weld in any position. (1 is any position 2 is horizontal and flat; 3 is flay only; 4 is overhead, horizontal, vertical down and flat)
8 – The fact that this number is also combined with a third number occasional can make interpreting it a bit difficult. This number has the sole purpose of telling you the flux/deoxidizers or other ingredients that may be in the coating of the electrode.
